010-63366078 400-653-5322
将废弃物预处理制成符合SRF或RDF标准的替代燃料之后再送入水泥窑中,在处置废弃物的同时还可以减少煤炭等化石燃料的使用量。发达国家水泥行业大量使用危废、固废、垃圾、污泥制成的替代燃料已经有超过30年的历史,技术成熟可靠。使用水泥窑协同处置废弃物相较传统焚烧处理方式,不需新建焚烧炉,减少环保设施的重复投资。 中国的水泥行业产能排名世界第一,在水泥生产过程中需要大量煤炭作为燃料,排放了大量的二氧化碳,给环境带来极大负担。将废弃物预处理后制成RDF和SRF这样的优质替代燃料,可以大幅减少燃煤的使用量,非常有助于中国实现2030年碳达峰的艰巨目标。 润天环保深耕水泥行业近十年,可为您提供水泥窑替代燃料+废弃物处置交钥匙工程,助水泥行业实现绿色转型。

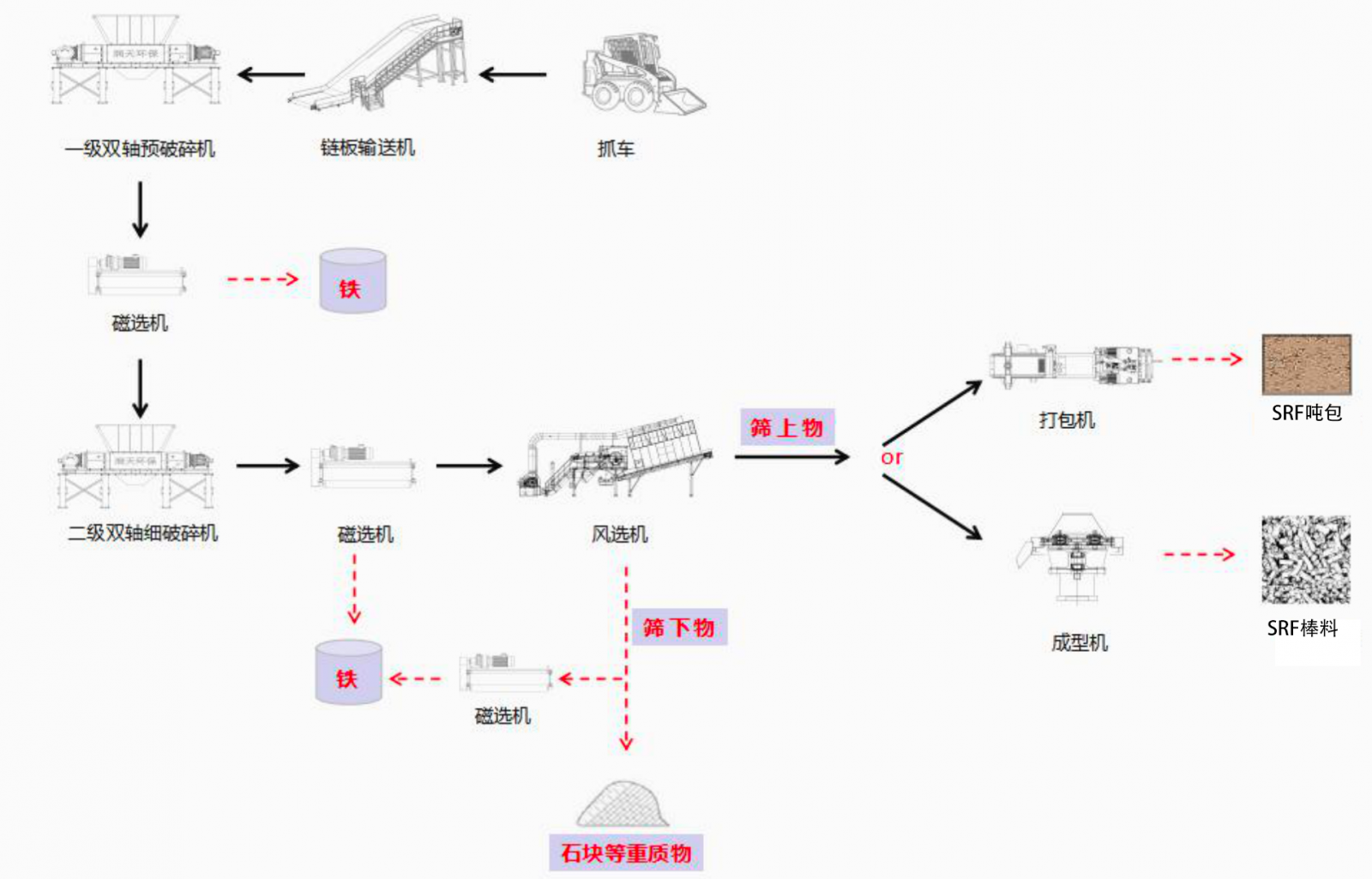 本工艺通过破碎、分选、成型等工序将一般工业固废加工成SRF,作为替代燃料供应水泥、钢铁、发电等高耗能工业。在垃圾能源化的同时促进煤炭替代,节能减排,助力双碳目标,实现工业绿色发展。本工艺满足 12-15t/h 的生产能力,主要用于废旧纺织布条、皮革、塑料 等物料,经过二级破碎后出料粒径 90%≤80mm,偶有长条,经成型机后成 SRF 棒料。
本工艺通过破碎、分选、成型等工序将一般工业固废加工成SRF,作为替代燃料供应水泥、钢铁、发电等高耗能工业。在垃圾能源化的同时促进煤炭替代,节能减排,助力双碳目标,实现工业绿色发展。本工艺满足 12-15t/h 的生产能力,主要用于废旧纺织布条、皮革、塑料 等物料,经过二级破碎后出料粒径 90%≤80mm,偶有长条,经成型机后成 SRF 棒料。
一级双轴预破碎机:采用电机+行星减速机驱动模式,转速低,扭矩大,可用于强度高,物料 复杂的破碎工作,尤其对于皮革纺织柔性物料具有很好适用性;简单的动力 传动模式,极大降低了设备故障,确保破碎机的可靠持久运行,具体表现为 产量的稳定和出料尺寸波动范围小。
二级双轴细破碎机:采用更薄刀具,将经一次预破的物料进一步破碎至理想尺寸,二级破碎 机同样具有转速低,扭矩大、可靠性高、维护成本低等多重优点。
磁选机:分选出不具有热值但具有高回收价值的铁金属物质,同时避免铁影响后 段工序质量,如细破碎、成型,甚至影响成品燃料的品质。
风选:轻重物质分选效果好,能分选出非可燃性物质,如石头、石块及金属等。
打包机:将松散物料通过全自动打包机压缩,便于储存及长距离运输;
成型机:将松散 RDF 料制成高密度 RDF 棒料,提高其燃烧性能,有利于提高燃料 的替代比例。
 本工艺通过发酵、破碎、风选、筛分、挤压等工序将一般生活垃圾加工成RDF,作为替代燃料供应水泥、钢铁、发电等高耗能工业。在垃圾能源化的同时促进煤炭替代,节能减排,助力双碳目标,实现工业绿色发展。本工艺满足 22t/h 的生产能力。
本工艺通过发酵、破碎、风选、筛分、挤压等工序将一般生活垃圾加工成RDF,作为替代燃料供应水泥、钢铁、发电等高耗能工业。在垃圾能源化的同时促进煤炭替代,节能减排,助力双碳目标,实现工业绿色发展。本工艺满足 22t/h 的生产能力。
一级粗破碎机:适用于复杂工况下的粗破碎机,独特的刀型设计与排列组合,独立轴的变速变相运行程序,刀具独特的锻造工艺与热处理工艺以及与物料接触区域增加耐磨层,解决了目前市场同类产品遇到的各种痛点问题,诸如机器卡死、出料尺寸大、缠绕堵料、产能低、刀具磨损快等,有效降低客户停机成本、运行维护成本。
双轴剪切破碎机:采用电机+行星减速机驱动模式,转速低,扭矩大,可用于强度高,物料 复杂的破碎工作,尤其对于皮革纺织柔性物料具有很好适用性;简单的动力 传动模式,极大降低了设备故障,确保破碎机的可靠持久运行,具体表现为 产量的稳定和出料尺寸波动范围小。
磁选机:分选出不具有热值但具有高回收价值的铁金属物质,同时避免铁影响后 段工序质量,如细破碎、成型,甚至影响成品燃料的品质。
风选:轻重物质分选效果好,能分选出非可燃性物质,如石头、石块及金属等。
挤压机:将通过液压提供的高压力及挤压腔将风后的可燃物;进行挤压,进一步降低可燃物含水率。
 SMP(Shredding-Mixing-Pumping)系统,中文是破碎混合泵送处理预系统。
SMP(Shredding-Mixing-Pumping)系统,中文是破碎混合泵送处理预系统。
系统包括三个主要单元和两个辅助单元,主要单元为破碎单元、混合单元、泵送单元,辅助单元为氮气保护单元、除臭单元。SMP设计的初衷是希望对成分复杂的危险废物统一进行预先的破碎和混合均质,并采用泵送的方式将热值波动小的混合物通过管道输送,连续、稳定的投入焚烧炉处置,使焚烧状态连续、稳定和易于控制,降低结 焦的频率,提升耐火砖寿命,减少尾气超标排放的风险,从而解决由于收集的危险废物的热值变化范围非常大,造成焚烧系统控制难度很大的问题——焚烧炉内频繁结焦,系统无法连续运行,必须在投料运行一段时间后对整个系统进行停机、 清理并重新投料,同时,造成耐火砖使用寿命短,尾气容易超标排放。
SMP系统的作用与效益:
*入窑前对各种废料进行调质、调热、均质化处理,易于输送
*粘稠状、浆渣状、泥状废料更容易输送和处理
*提高焚烧装置的操作弹性及处理能力
*改善窑内燃烧状态的控制,降低窑内超压的风险、稳定窑况
*减少、避免高热值桶装废料焚烧过程中的CO排放波峰
*减少回转窑停机检修耐火材料的时间
*改善操作环境,减少人员于废料的直接接触,危废输送过程中人员的工作量
*减少废料重新包装、桶装废物切割开桶过程中人员与废料接触 。
 污泥是介于液体和固体之间的半固态浓稠物,是非牛顿流体。污泥无法用普通的水泵或渣浆泵输送,也无法使用普通的平底或锥底自流料仓完成储存及出料。 含水率在70%以上的城市污泥可通过使用润天环保“湿污泥仓储泵送系统“实现对城市污泥高标准、无污染、环保、卫生的存储及长距离管道输送。 污泥仓储和泵送系统由储料仓、固体泵、除杂器、喷枪、自动控制系统辅以检修闸板、螺旋给料机、管路切换器、综合液压站等设备组成,是一套高自动化的高科技环保系统。
污泥是介于液体和固体之间的半固态浓稠物,是非牛顿流体。污泥无法用普通的水泵或渣浆泵输送,也无法使用普通的平底或锥底自流料仓完成储存及出料。 含水率在70%以上的城市污泥可通过使用润天环保“湿污泥仓储泵送系统“实现对城市污泥高标准、无污染、环保、卫生的存储及长距离管道输送。 污泥仓储和泵送系统由储料仓、固体泵、除杂器、喷枪、自动控制系统辅以检修闸板、螺旋给料机、管路切换器、综合液压站等设备组成,是一套高自动化的高科技环保系统。
 含水率低于70%的城市污泥或较干燥的各种工业污泥及含有大块杂物的污染土可通过使用润天环保“重型仓储输送系统“实现对城市污泥高标准、无污染、环保、卫生的存储及长距离管道输送。
含水率低于70%的城市污泥或较干燥的各种工业污泥及含有大块杂物的污染土可通过使用润天环保“重型仓储输送系统“实现对城市污泥高标准、无污染、环保、卫生的存储及长距离管道输送。
重型仓储和泵送系统由重型滑架储料仓、污泥专用全密闭大倾角皮带机、喷枪、自动控制系统辅以检修闸板、螺旋给料机、管路切换器、综合液压站等设备组成,是一套高自动化的高科技环保系统。
 窑尾富集的二氧化硫气体、氯化钾蒸汽,被润天环保研发的R6-A高效分离取风机在0.3秒内被极速冷却。二氧化硫气体形成粗颗粒硫酸盐,被R6-A捕捉分离返回窑系统,氯化钾蒸汽形成微晶颗粒随被R6-A抽出。高效分离取风机抽出的气体中含有氯盐和残留的少部分硫酸盐,需经过旋风分离机进行进一步分离。分离后硫酸盐返回窑系统,氯盐经布袋收尘器后被收集入仓。Rcl系统通过两次对硫酸盐的分离,取出的粉尘中氯纯度高。系统取风量低,热损失小,真正实现了选择性低耗能高效除氯。为保证Rcl低耗能高效除氯系统良好运行,润天可额外提供窑操作调整服务。废弃物的入窑,打乱了原本平衡的窑运行系统。废弃物含水率和热值的不断变化,对原有窑系统的通风和热平衡造成了干扰。有害元素富集循环加剧,造成窑电流波动,窑尾结皮堵塞的工艺现象,造成熟料减产、品质下降。本服务是针对上述现象,通过「TMF窑操作调整法」,重新建立新的窑平衡,使废弃物处置与熟料生产和谐共存。
窑尾富集的二氧化硫气体、氯化钾蒸汽,被润天环保研发的R6-A高效分离取风机在0.3秒内被极速冷却。二氧化硫气体形成粗颗粒硫酸盐,被R6-A捕捉分离返回窑系统,氯化钾蒸汽形成微晶颗粒随被R6-A抽出。高效分离取风机抽出的气体中含有氯盐和残留的少部分硫酸盐,需经过旋风分离机进行进一步分离。分离后硫酸盐返回窑系统,氯盐经布袋收尘器后被收集入仓。Rcl系统通过两次对硫酸盐的分离,取出的粉尘中氯纯度高。系统取风量低,热损失小,真正实现了选择性低耗能高效除氯。为保证Rcl低耗能高效除氯系统良好运行,润天可额外提供窑操作调整服务。废弃物的入窑,打乱了原本平衡的窑运行系统。废弃物含水率和热值的不断变化,对原有窑系统的通风和热平衡造成了干扰。有害元素富集循环加剧,造成窑电流波动,窑尾结皮堵塞的工艺现象,造成熟料减产、品质下降。本服务是针对上述现象,通过「TMF窑操作调整法」,重新建立新的窑平衡,使废弃物处置与熟料生产和谐共存。
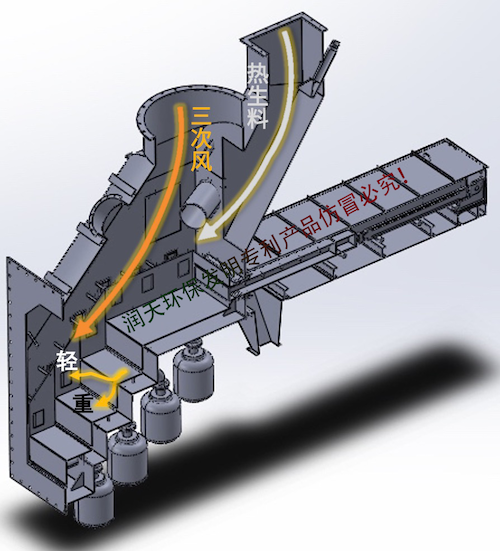
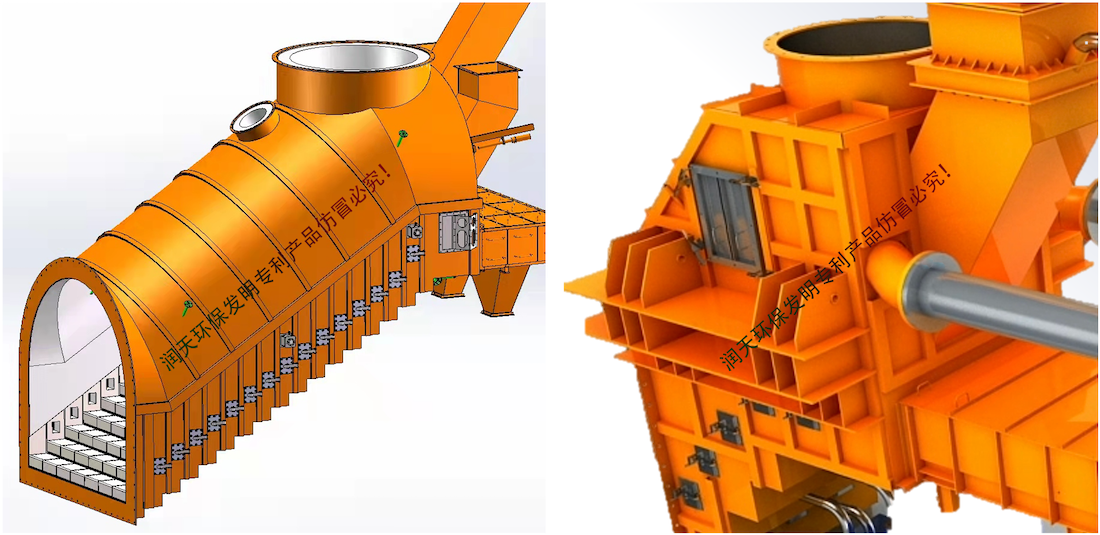
强气流扰动,轻重物料不同轨迹
进入炉体的物料在三次风和空气炮形成气流扰动中实现不同的运动轨迹。轻质物料悬浮在炉体中部,预热干燥后随三次风进入分解炉继续燃烧。重质物料在空气炮的作用下向下级台阶翻滚燃烧,灰渣进入分解炉。
一体式设计,热量利用效率高
炉体与分解炉一体,物料产生的热量直接传导至分解炉利用。 引入热生料,在预燃炉内利用热生料吸热原理直接吸收物料产生的热量并起到控制炉温的作用。
多功能燃烧平台,接纳多种物料
解燃烧平台为多层复合结构,可防止污泥等高含水物料接触引起的耐火材料炸裂问题。平台尾部的液压推料器,可以及时清除秸秆或高有机物料产生的结焦。
替代燃料
替代燃料、RDF、固态废弃物从预燃炉尾部通过螺旋、溜槽、两道翻版阀进入炉内。
半固态废物
半固态废物从预燃炉尾部管道通过柱塞泵全自动、全密闭、定量给料进入炉内。
三次风
三次风从预燃炉正上方进入炉内,热风旋转前进与物料接触过程中预热并干燥物料。
热生料
热生料从三次风管侧方通过撒料盘进入炉内,迅速充满炉体,吸收预燃炉内热量。
分解炉
预燃炉尾部出口与水泥窑分解炉相连。三次风、热生料、物料均由此进入分解炉。


 咨询:010-63366078
咨询:010-63366078 传真:010-63361421
传真:010-63361421  在线位置查询
在线位置查询